Transitioning a process from laboratory development to commercial production is one of the most demanding stages in industrial manufacturing. The challenge is not simply increasing production volume but converting a laboratory protocol into a robust, reproducible, and economically viable industrial process.
At gram scale, processes are optimized for proof of concept and early feasibility. Reaction conditions are tightly controlled, equipment is simple, and material handling is minimal. At multi-metric ton scale, however, system behavior changes significantly. Factors such as heat removal, mixing efficiency, reaction kinetics, and impurity formation become strongly dependent on reactor geometry and process dynamics.
Successful scale-up therefore requires more than empirical replication of laboratory conditions. It requires engineering the process for manufacturability, developing mechanistic understanding, and designing strategies that maintain consistent product quality under industrial conditions.
Scaling from gram-scale (laboratory/discovery) to multi-ton scale (commercial production) involves a complex, phased transition designed to ensure product safety, quality, and efficacy. This process requires robust, compliant, and cost-effective methodologies.
Robust scale-up begins with mechanistic understanding rather than empirical laboratory observations. Laboratory optimization often focuses on maximizing yield under narrow conditions, whereas industrial manufacturing requires operating ranges that remain stable under variability in raw materials, equipment behavior, and environmental conditions.
Robust process design by investigation critical material attributes (CMAs), critical process parameters (CPPs), and critical quality attributes (CQAs) and identifying & understanding the correlation between CMAs, CPPs, and CQAs is important design future manufacturing process at optimal conditions. This plays key role towards establishing regulatory process validation as per guidelines.
Reaction kinetics, thermodynamics, and impurity pathways must be characterized early. Understanding how reaction rates depend on temperature, concentration, and mixing intensity helps predict behavior in larger reactors. Side reactions or decomposition pathways must also be identified, as they may that may become more pronounced at larger scale due to localized temperature gradients or slower mass transfer.
Reaction calorimetry is particularly valuable. By quantifying heat generation, engineers can evaluate whether cooling capacity will remain sufficient when volumes increase dramatically. These insights guide reactor selection, cooling design, and feed strategies.
A major difference between laboratory and industrial reactors is heat and mass transfer behavior. As reactor volume increases from laboratory to industrial scale, the surface-area-to-volume ratio decreases significantly, which alters heat removal efficiency and mixing dynamics (Figure 1).
For exothermic reactions, uncontrolled heat buildup can cause reaction acceleration, impurity formation, or safety risks. Robust manufacturing processes therefore incorporate strategies that moderate the rate of heat generation rather than relying solely on cooling capacity. Controlled reagent addition, semi-batch processing, and staged feed strategies are frequently used to regulate reaction intensity.
Process Modeling and Simulation using software tools like Dynochem or Visimix is essential to predict the effects of scale-up on heat and mass transfer and to optimize reaction conditions before physical implementation.
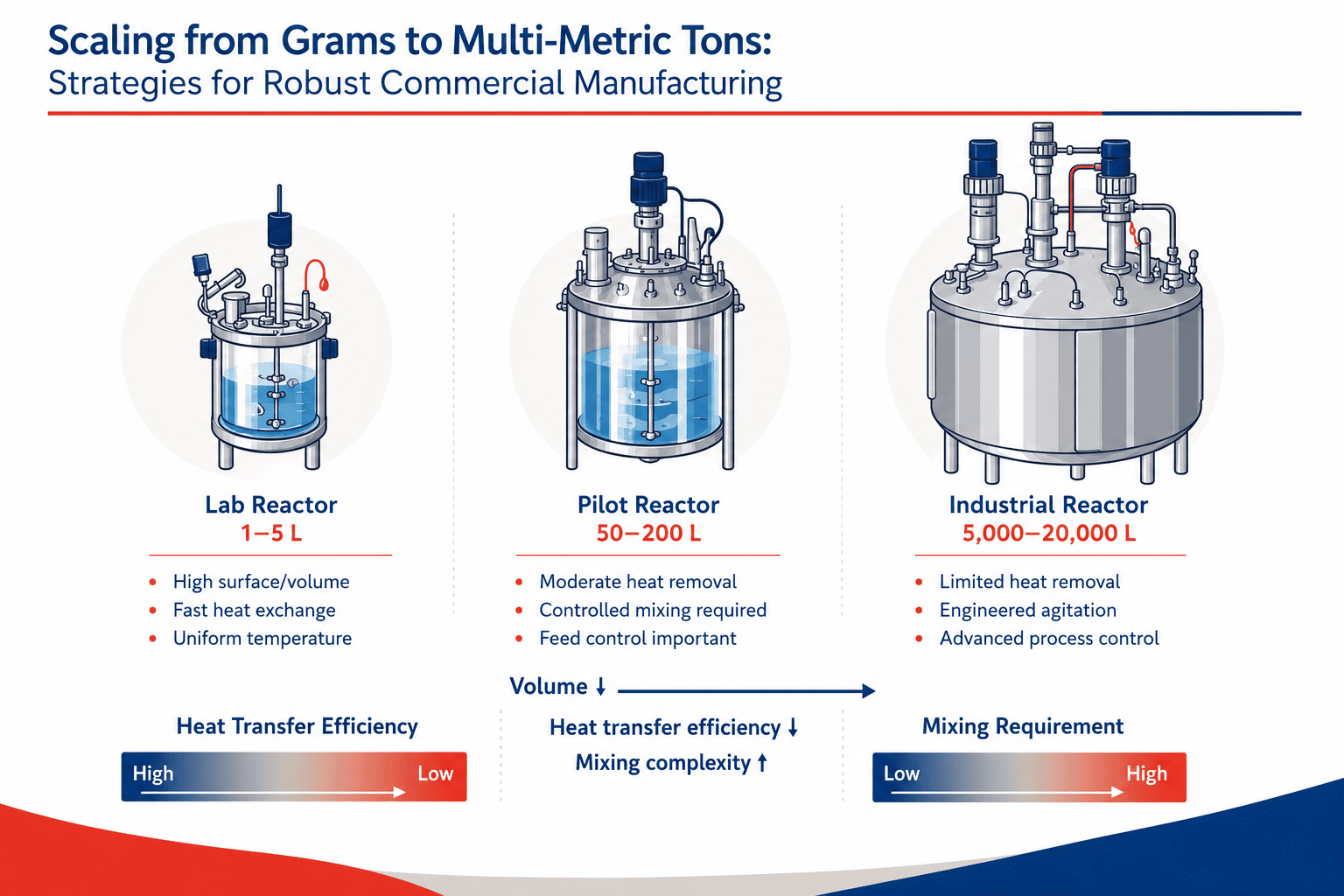
Figure 1: Conceptual illustration of reactor scale transition from laboratory vessels to industrial stirred tank reactors, highlighting changes in heat transfer efficiency and mixing requirements.
Mixing is equally critical. Inadequate mixing can create localized concentration gradients where reaction rates differ from the bulk medium, leading to incomplete conversion or by-product formation. Reactor geometry, impeller design, and agitation power must therefore be carefully selected to maintain uniform mass transfer throughout the vessel.
Processes optimized in laboratories often require structural modification before industrial implementation. Laboratory procedures may involve manual intervention, frequently include manual interventions, precise timing, or delicate reagent handling steps that are impractical in large-scale facilities.
Industrial processes must be designed with operational tolerance into consideration. This includes simplifying charging strategies, minimizing the number of process steps, and ensuring that each stage of the operation can be executed using standard plant equipment. Reaction conditions should be robust enough to tolerate minor deviations without affecting product quality.
Feed strategies are often re-engineered during scale-up to improve controllability. Instead of adding all reagents at once, controlled dosing or continuous addition can regulate reaction kinetics and improve thermal management. These modifications help maintain stable operating conditions across large batch volumes.
In practice, successful scale-up requires balancing several interconnected engineering parameters that influence reaction performance and manufacturability. The most important considerations are summarized in Table 1.
Table 1: Core Engineering considerations influencing process performance during chemical process scale-up.
| Process Aspect | Key Considerations | Typical Engineering Strategy |
| Heat transfer | Managing exothermic reactions | Controlled reagent addition, improved cooling |
| Mixing and mass transfer | Avoiding concentration gradients | Optimized impeller design and agitation |
| Reaction kinetics | Maintaining consistent conversion rates | Controlled temperature and feed profiles |
| Impurity control | Preventing side reactions | Reaction pathway understanding and process adjustments |
| Equipment compatibility | Aligning with plant capabilities | Designing around available reactors and utilities |
| Process monitoring | Detecting deviations early | Inline spectroscopy and automated analytics |
Impurity behavior often changes during scale-up. Differences in mixing, temperature distribution, and reaction time can alter the relative rates of side-reaction rates. Even trace impurities that were insignificant at gram scale may accumulate when the process is executed repeatedly at large volumes.
A robust scale-up strategy therefore integrates impurity mapping with process development. Analytical characterization of reaction intermediates and degradation products allows chemists to understand how impurities originate and which process variables influence their formation.
Controlling impurity pathways may involve modifying reagent addition sequences, adjusting temperature profiles, or introducing intermediate purification steps. The objective is to ensure that the impurity profile remains consistent and within specification under full manufacturing conditions.
Rather than transitioning directly from laboratory reactors to full production vessels, successful manufacturing programs typically progress through intermediate scale demonstrations. Pilot and demonstration runs provide an opportunity to validate process assumptions under equipment configurations that resemble commercial production.
These campaigns generate critical data on mixing behavior, heat transfer efficiency, filtration performance, and downstream isolation steps. Importantly, they also expose operational challenges that may not be visible in laboratory environments, such as material handling constraints or equipment limitations.
Process parameters established during these runs form the basis for defining manufacturing control strategies and operating ranges for commercial production.
As batch sizes increase, the economic impact of process deviations becomes much more significant. Real-time monitoring tools provide an important safeguard by allowing operators to track reaction progress and detect abnormalities early.
Inline spectroscopic techniques, automated sampling systems, and advanced process sensors enable continuous observation of reaction conditions and product formation. These technologies support more precise control of reaction endpoints and reduce reliance on manual sampling.
The integration of real-time data analytics further enhances manufacturing reliability by enabling rapid identification of process trends and deviations.
A frequently underestimated aspect of scale-up is ensuring that the developed process aligns with the capabilities of the intended manufacturing facility. Reactor size, agitation capacity, filtration systems, and drying equipment all influence how a process performs at scale.
Designing a process that requires specialized equipment not available in the production facility can introduce unnecessary complexity and cost. For contract manufacturing organizations in particular, successful scale-up requires adapting the process to fit existing plant infrastructure while maintaining product quality and efficiency.
Close collaboration between development scientists and plant engineers is therefore essential during the later stages of process development.
Aragen integrates advanced reaction engineering, parallelized optimization, real‑time analytical control, and global-quality manufacturing systems to ensure every scale transition is predictable, cost‑efficient, and compliant. With expertise spanning route scouting to PPQ and lifecycle optimization, Aragen helps innovators derisk scale‑up, compress timelines, and move confidently from development to commercial readiness.
Scale with confidence. Partner with Aragen to turn your process into a high‑yield, audit‑ready, ton‑scale manufacturing reality — faster, safer, and smarter.